Sut mae ffeiliau'n cael eu creu?
| Egwyddor sylfaenol gwneud ffeiliau yw torri dannedd yn stribed o fetel i gynhyrchu offeryn garw a all sgrafellu deunydd o arwyneb meddalach. |
 | Er bod ffeiliau wedi'u cynhyrchu â llaw ers cannoedd o flynyddoedd, gallant bellach gael eu masgynhyrchu gan ddefnyddio peiriannau. Mae unrhyw broses yn dilyn y dull a ddisgrifir isod. |
Creu gwag | |
 | Y cam cyntaf yn y broses o wneud ffeil yw creu stribed o fetel sy'n cyfateb yn fras i siâp a maint y ffeil orffenedig. Gelwir hyn yn "wag". |
 | I gyflawni'r canlyniad hwn, gall y dur gael ei ffugio, ei doddi a'i dywallt i mewn i fowld i'w gadarnhau, neu ei wasgu rhwng dwy rolyn trwm ac yna ei dorri i'r siâp a ddymunir. |
Anelio ffeil | |
 | Mae anelio yn broses lle mae dur yn cael ei feddalu i'w gwneud hi'n haws gweithio ag ef. |
 | Mae'r ffeil yn wag yn cael ei gynhesu nes ei fod yn troi'n goch tywyll, ac yna'n cael ei adael i oeri ar dymheredd yr ystafell. |
 | Gan y gall gwresogi darn gwaith metel arwain at ei anffurfiad, ar ôl ei oeri mae'n ddaear neu wedi'i lifio i'r siâp a ddymunir. |
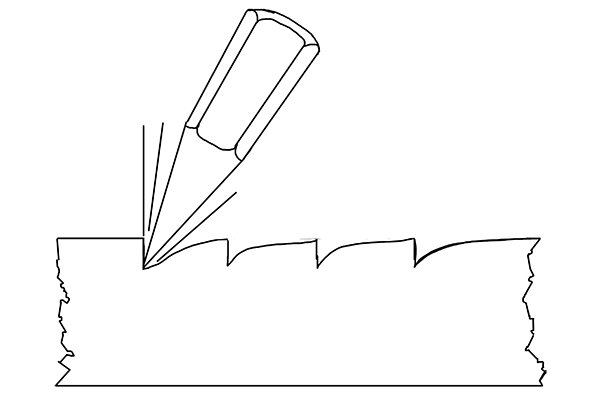
Torri dannedd gyda ffeil | |
 | Ar yr adeg hon, gyda chymorth cŷn, mae dannedd yn torri i mewn i'r ffeil yn rheolaidd. |
 | Mae ongl y dannedd fel arfer tua 40-55 gradd mewn perthynas ag wyneb y ffeil, yn dibynnu ar y math o batrwm sy'n cael ei dorri i mewn i'r ffeil. Gelwir y gornel hon yn "cornel flaen" y ffeil. Am fwy o wybodaeth gweler Beth yw toriad ffeil? |
 | Os yw ongl y dannedd yn rhy gul, maent yn fwy tebygol o fynd yn sownd yn wyneb y darn gwaith. Os yw'r ongl yn rhy fawr, maent yn fwy tebygol o dorri a dod oddi ar gorff y ffeil. |
 | Gellir gwneud rhai ffeiliau ag ongl rhaca negyddol, sy'n golygu bod y dannedd mewn gwirionedd yn pwyntio oddi wrth y darn gwaith, yn hytrach na thuag ato. Yn yr achos hwn, nid yw'r dannedd yn torri'r deunydd, ond yn ei grafu ar draws yr wyneb, gan grafu unrhyw chwydd afreolaidd (chwydd) a gwasgu'r deunydd wedi'i dorri i mewn i unrhyw dolciau bach (isafbwyntiau). |
 | Fel arfer caiff y ffeiliau hyn eu torri â dannedd mân ac fe'u defnyddir i gynhyrchu arwyneb llyfn iawn. |
 | Torri raspGwneir dannedd rasp gan ddefnyddio pwnsh trionglog sy'n torri trwy bob dant yn unigol. I gael rhagor o wybodaeth am rasps gweler: Beth yw rasp? |
Caledu ffeil | |
 | Unwaith y bydd y dannedd wedi'u torri, rhaid caledu neu dymheru'r ffeil fel y gall dorri trwy ddeunyddiau eraill heb ddifrod. |
 | Mae'r ffeil yn cynhesu eto. |
 | Unwaith y bydd yn cyrraedd y tymheredd a ddymunir, caiff ei drochi mewn baddon heli mawr a'i oeri'n gyflym. |
 | Mae'r oeri cyflym hwn yn achosi i'r grawn yn strwythur moleciwlaidd y dur ddod yn fwy manwl, gan ei gwneud yn anoddach a rhoi mwy o gryfder tynnol iddo. |
 | Mae'r broses hon yn cael ei hailadrodd sawl gwaith i sicrhau bod y dur yn ddigon caled i'w ddefnyddio fel sgraffiniol. |
Arogl yn meddalu | |
 | Un sgîl-effaith y broses dymheru yw y gall wneud y dur yn frau, gan ei gwneud yn fwy tebygol o gneifio neu dorri pan gaiff ei ollwng. |
 | Oherwydd bod y ffeil shank yn deneuach na gweddill y corff, mae hwn yn bwynt gwan posibl. |
 | Felly, ar ôl i weddill y driniaeth wres gael ei chwblhau, caiff y shank ei ailgynhesu a'i ganiatáu i oeri i dymheredd yr ystafell. Mae hyn eto yn meddalu'r shank, gan ei gwneud yn llai brau ac yn fwy gwrthsefyll difrod. |
 | Weithiau cyfeirir at ffeiliau sy'n mynd trwy'r rhan hon o'r broses fel "triniaethau gwres amrywiol". |

